|
||
|
||
|
||||||||||||||||||||||||||||||||||
1.はじめに ジェットエンジンは非常に高度な技術の集積された工業製品である。そして民間航空機用のジェットエンジンはより経済性を重視する観点から軍用エンジンとは異なる技術が重点的に採用されている。本稿では最新の民間航空機用エンジンである PW1100G-JM を中心に、そこに採用されている技術、特に複合材料についてその特徴や動向を紹介する。 |
||||||||||||||||||||||||||||||||||
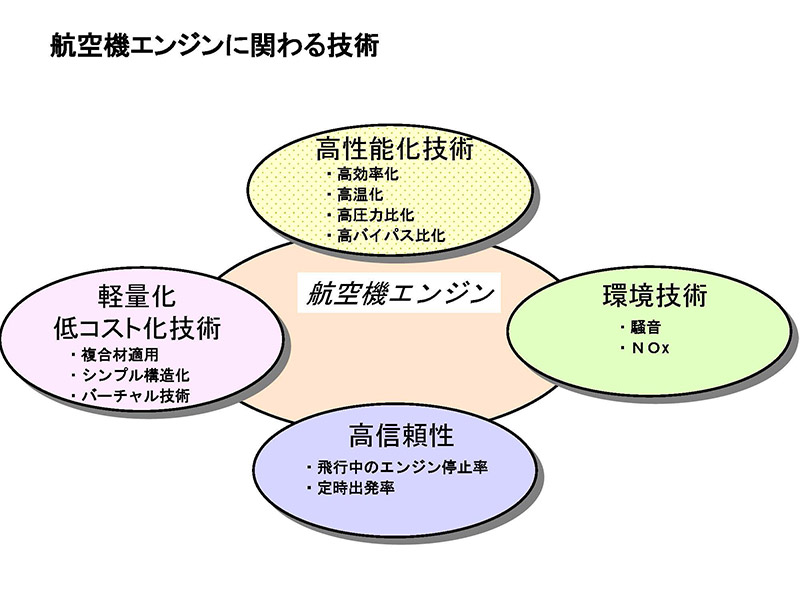
2.民間航空エンジンの技術動向 民間航空機用エンジンには、高性能化技術(高効率、高出力)、軽量化や低コスト化技術、高信頼性、環境技術(低騒音、低NOx)といった技術が要求されるが(図1)、中でも最も重要なのは運行のコストに大きな影響を与える燃費消費率を低くする技術である。 |
||||||||||||||||||||||||||||||||||
|
図1 航空機エンジンに関わる技術
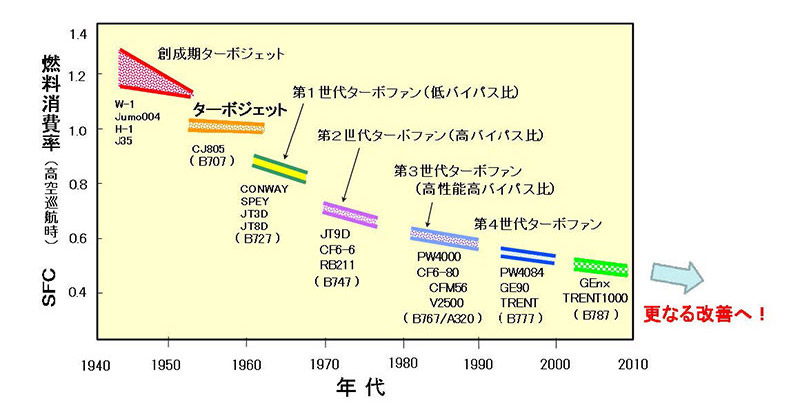
図2 燃料消費量の低減動向
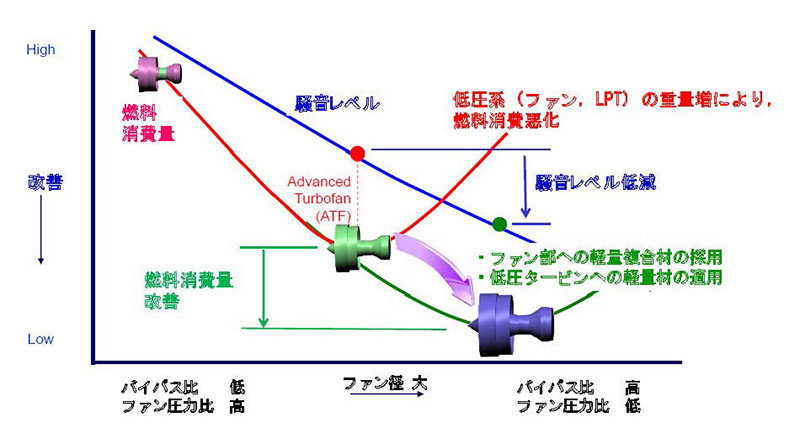
図3 ファン径大型化・高バイパス比の影響
|
||||||||||||||||||||||||||||||||||
3.PW1100G-JMエンジン概要 PW1100G-JM エンジンは、エアバス社が開発した中小型民間輸送機の A320neo ファミリー機(図4)に搭載されている最新のエンジンである。この A320neo ファミリー機は、既存の A320 ファミリー機のエンジン( V2500 および CFM56 )に換えて最新型のエンジンを搭載することによって、経済性、環境適合性を大幅に向上させることを狙って開発された機体である。既存の A320 と A320neo の違いは表1のようになっている。 |
||||||||||||||||||||||||||||||||||
|
図4 エアバス社の A320neo 機(提供:エアバス)
表1 A320neo と A320 の比較
|
||||||||||||||||||||||||||||||||||
|
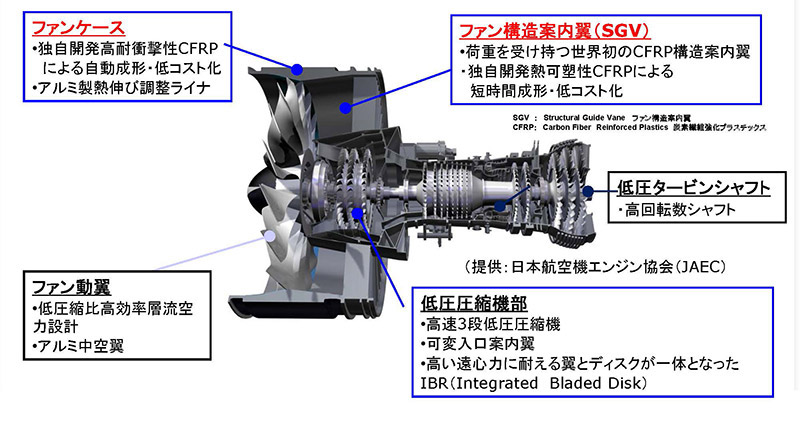
図5は PW1100G-JM に採用されている最新技術の例であるが、ファンケース、ファン構造案内翼 ( Structural Guide Vane:SGV )では、IHI 独自の複合材技術が採用されている。 |
||||||||||||||||||||||||||||||||||
|
図5 PW1100G-JM に採用された最新技術
表2 PW1100G-JM と V2500シリーズの比較
| ||||||||||||||||||||||||||||||||||
4.複合材の技術開発 さて、ここからはこの PW1100G-JM エンジンに採用されているIHI独自技術である複合材の開発手法について解説する。 |
||||||||||||||||||||||||||||||||||
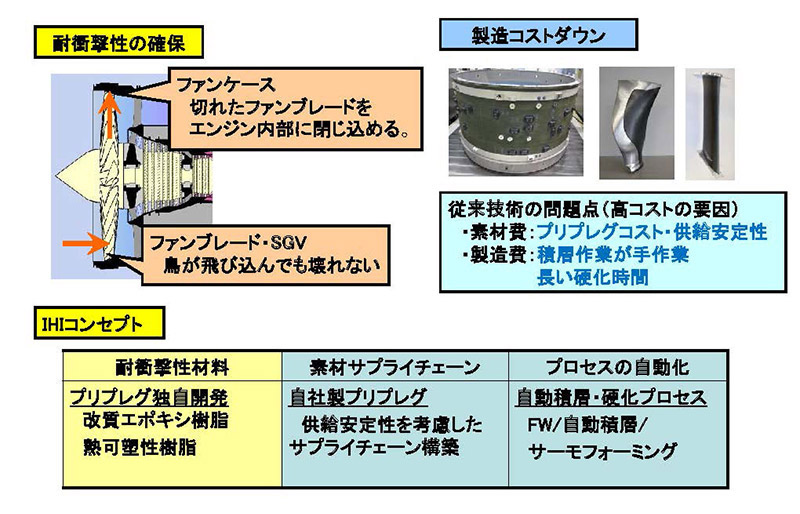
4.1 複合材ファン部品の課題図6に示すように複合材ファン部品の最大の課題は耐衝撃性とコストである。そして、SGV には運航中の鳥衝突に耐える高い衝撃強度が求められる一方、ファンケースはファンブレード飛散 ( Fan Blade Off : FBO )時にブレード飛散を止める防弾チョッキのような耐衝撃性(コンテインメント特性)確保のため、撃ち込み衝撃に対する高いエネルギー吸収性能が必要である。また、コスト削減のためには、両部品共に積層自動化・硬化時間削減等が求められる。 |
||||||||||||||||||||||||||||||||||
|
図6 エンジン用複合材に求められる課題
|
||||||||||||||||||||||||||||||||||
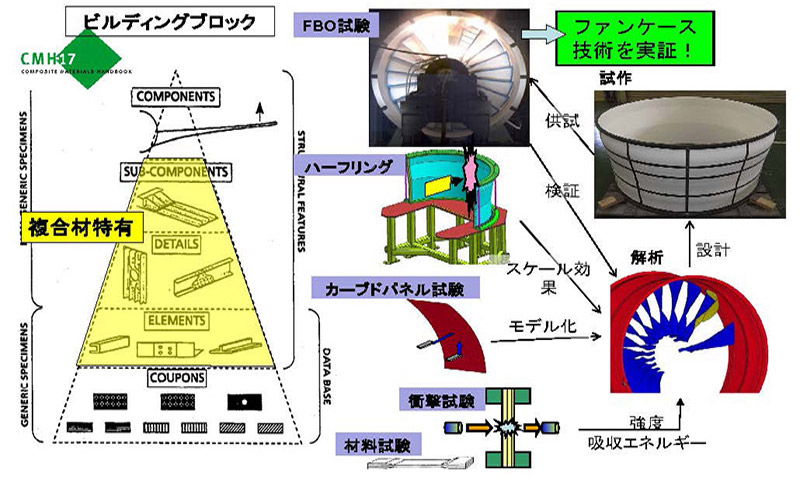
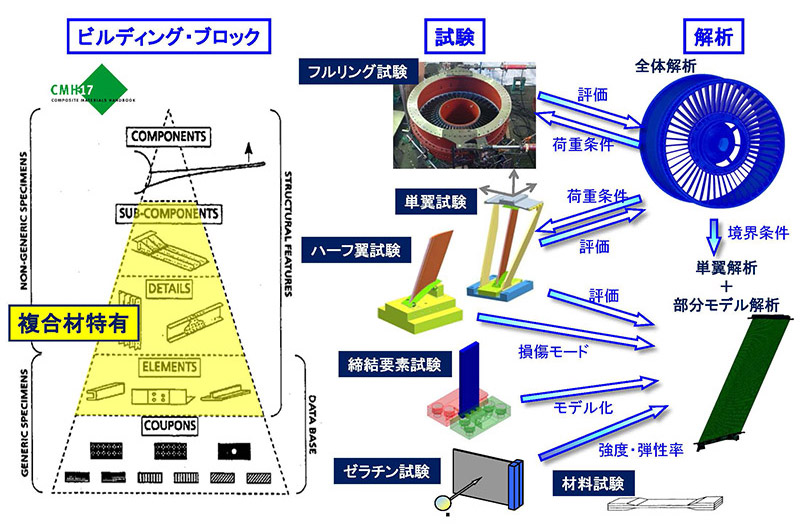
4.2 ビルディングブロックアプローチ 耐衝撃性とコスト低減の両立には、複雑に関係し合う複合材素材・製造プロセス・設計手法の総合的開発が必要となるが、航空機用複合材部品では、このような総合開発において材料のクーポン(試験片)試験から実機スケールのコンポーネント試験までを段階的に積み重ねるビルディングブロックアプローチ ( Building Block Approach : BBA )の適用が一般的であり、本開発でもこの手法が採用されている。 |
||||||||||||||||||||||||||||||||||
|
図7 複合材ファンケース開発のBBA
|
||||||||||||||||||||||||||||||||||
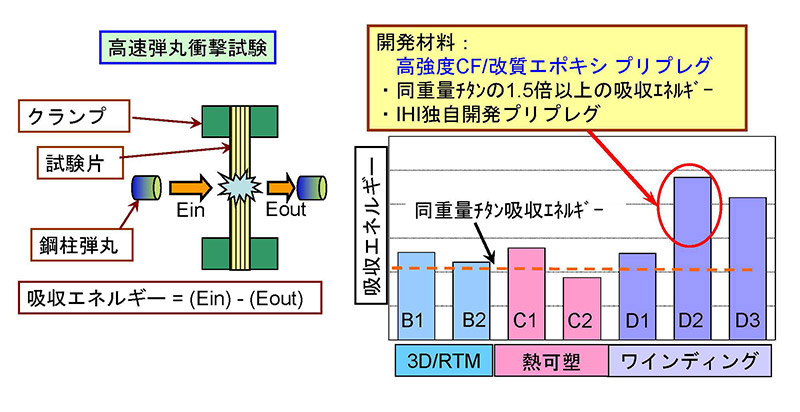
(1) クーポン試験(弾丸衝撃試験)ファンケースに適した高エネルギー吸収材料を選定するために、小サイズの平板への高速衝撃試験を行った。候補材料は、3次元織物とRTM ( Resin Transfer Modelling )成形の組合せ(3DRTM材)、高靱化エポキシプリプレグのオートクレーブ成形(タフエポキシ材)、変性エポキシ樹脂と FW成形の組合せ(FW材)である。そして試験平板の外周を固定し、飛翔体(鋼製円柱)をエアガンで試験板の中央に撃ち込んで、飛翔体が試験板を貫通した際の貫通前後の速度から求められる吸収エネルギーにより評価を行った。その試験結果を図8に示す。3種のFW材の内、D2材料ではチタン合金の1.5倍以上の吸収エネルギー値が得られている。この試験結果から、ファンケースには、D2樹脂を用いたプリプレグによるFW成形が採用された。 |
||||||||||||||||||||||||||||||||||
|
図8 弾丸衝撃試験結果
|
||||||||||||||||||||||||||||||||||
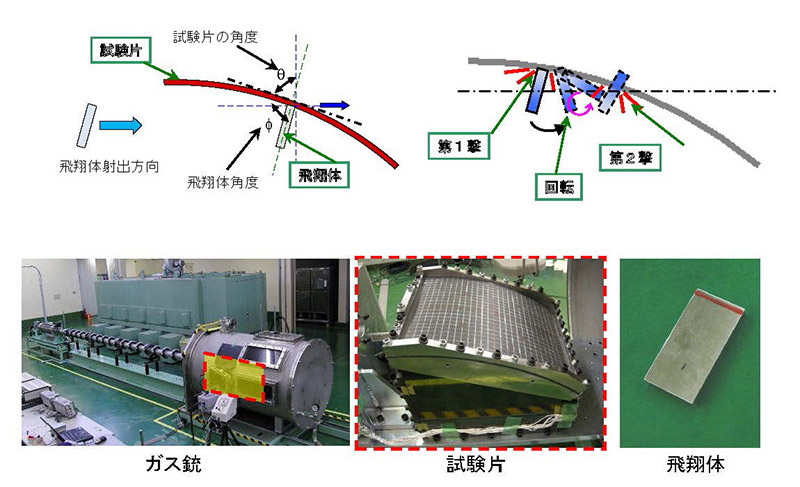
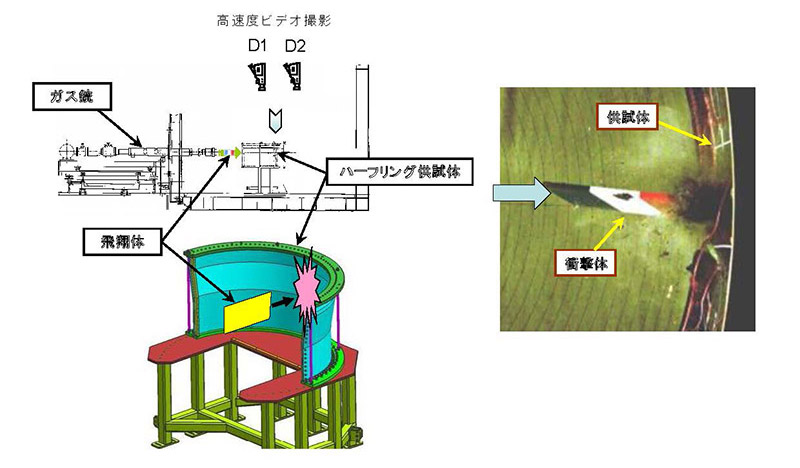
(2) サブ・コンポーネント試験 サブ・コンポーネント試験ではカーブドパネル衝撃試験とハーフリング衝撃試験を実施した。カーブドパネル試験(図9)は、実機サイズの1/8円筒形状の供試体にチタン合金平板飛翔体を円筒面内に対して斜めに撃ち込む試験で、FBO時に、ファンブレード先端がケース内面に衝突する現象を模擬したものである。飛翔体の挙動とパネルの損傷については衝撃解析も行い、解析的に予測可能であることを確認した。 |
||||||||||||||||||||||||||||||||||
|
図9 カーブドパネル試験
図10 ハーフリング試験
|
||||||||||||||||||||||||||||||||||
(3) コンポーネント試験(FBO試験)BBAの最終段階として、FBO試験を行った。前段階までの各種試験結果により設計された実機サイズファンケースに、チタン合金製ファンブレードを実機と同様に組み込み、回転するブレードの1枚のダブテール部(固定部)を火薬によって解放し、ファンケースがブレード飛散を閉じ込める(コンテインする)ことを実証する。図11にファンブレードが解放された直後の写真を示す。FBO試験の結果、ファンケースに損傷は見られるものの、ファンブレードはコンテインされ、設計の妥当性が示された。 |
||||||||||||||||||||||||||||||||||
|
図11 複合材ファンケースFBO試験
|
||||||||||||||||||||||||||||||||||
4.3 SGVの開発 SGVには靱性が高く硬化時間の短い熱可塑性樹脂を用いた複合材素材(プリプレグ)と、ロボットによる自動積層、及び高速プレス成形を採用し、耐衝撃性とコスト低減の両立を図っている。図12にSGVのBBAを示す。詳細は割愛するが、複合材ファンケースの開発と同様に各ステージでは以下のような試験を実施し製品の健全性の確認を行っている。 |
||||||||||||||||||||||||||||||||||
|
図12 SGVのBBA
|
||||||||||||||||||||||||||||||||||
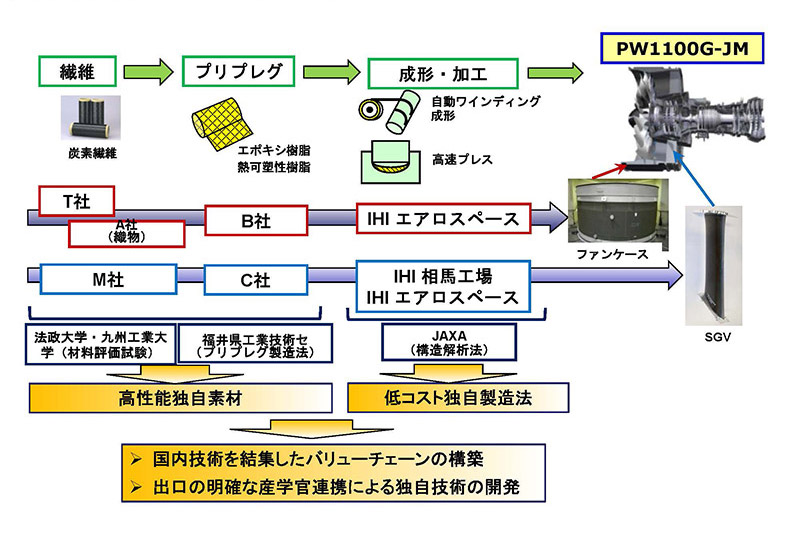
4.4 複合材のバリューチェーンとレパートリー 前項までに紹介した技術特性の優秀さだけでなく、繊維、樹脂素材、成形・加工のプロセスをいかに確保するかによっても複合材の競争力は高められる。日本には繊維や樹脂素材のトップメーカーが集中しており、図13のようにIHIは国内メーカー、関係会社との連携によって強固な複合材バリューチェーンを確立しており、保有する複合材の競争力を増すことに寄与している。 |
||||||||||||||||||||||||||||||||||
|
図13 複合材のバリューチェーン
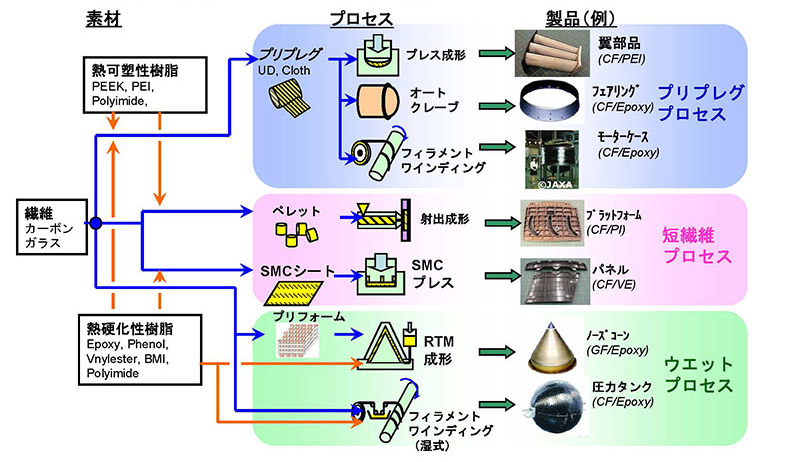
図14 IHI の複合材レパートリー
|
||||||||||||||||||||||||||||||||||
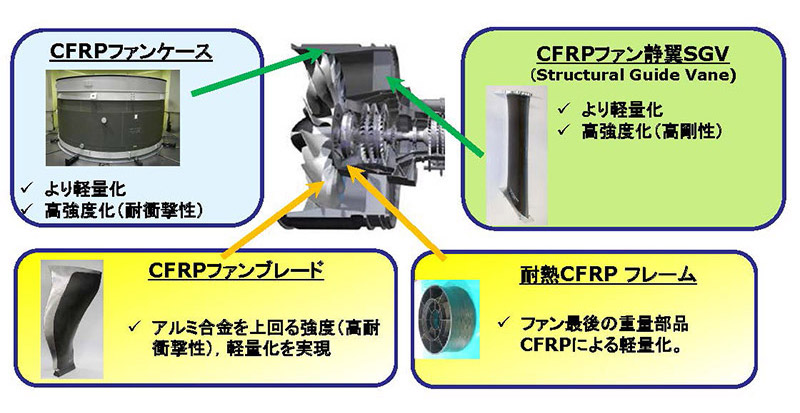
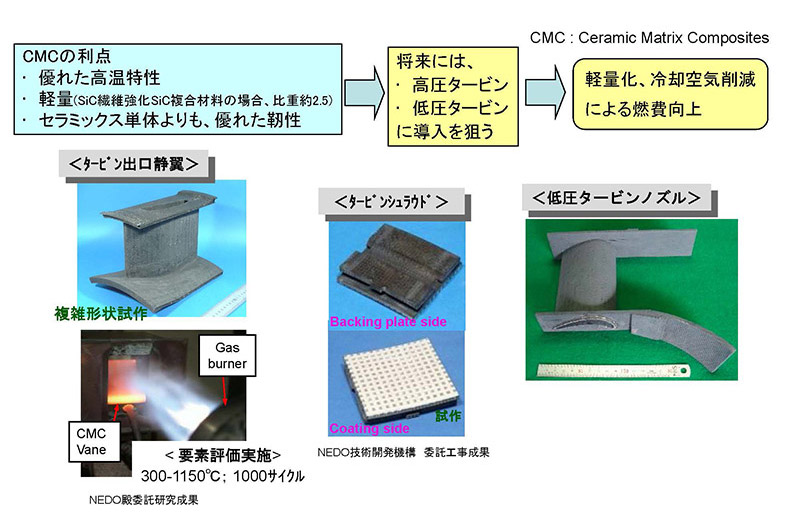
5.次世代の複合材 次世代エンジンに向けた複合材開発はすでに始まっている。図15に示すように、ファンケース、SGVでは要求されている、より軽量、より高強度な材料の開発が進められているが、それだけでなく、PW1100G-JM では採用されていないファンブレードやフレームでの採用を目指して、新しい複合材料の開発が進められている。 |
||||||||||||||||||||||||||||||||||
|
図15 次世代の複合材料
図16 IHI におけるCMC部品の開発例
|
||||||||||||||||||||||||||||||||||
6.おわりに 以上、PW1100G-JM エンジンを例に、最近の民間エンジンで採用されている複合材技術を紹介した。 |
||||||||||||||||||||||||||||||||||
Copyright (c) 2019 Japan Aeronautic Association All Rights Reserved |
||||||||||||||||||||||||||||||||||